 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Процес на екструдиране на тръби
Нингбо Fangli Technology Co., Ltd. е производител на механично оборудване с почти 30 години опит в оборудването за екструдиране на пластмаса, нова среда защита и оборудване с нови материали. Тук сме подготвили някои изчерпателни въведение за екструзионната обработка на тръба, както следва:
Тръбата е тръба или кух цилиндър за пренасяне на течност. Термините „тръба“ и „тръба“ са почти взаимозаменяеми. „Тръбата“ често се прави по персонализирани размери и може да има по-специфични размери и допустими отклонения от тръбата, в зависимост от приложението. Терминът „тръби“ също може да се прилага към тръби с нецилиндричен характер (т.е. квадратни тръби). Терминът „тръби“ се използват по-широко в САЩ, а „тръби“ другаде по света.
Тръбата може да бъде определена по стандартен размер на тръбата обозначения, като номинален размер на тръбата (в САЩ), или по номинален, външен или вътрешен диаметър и дебелина на стената. Много индустриални и държавни стандарти съществуват за производство на тръби.
Повечето тръби са направени чрез екструзия, в съответствие с посоката на екструдиране, матрица, устройство за оразмеряване или калибриране или резервоар, резервоар за водно охлаждане, конвейер и нож, ако е необходимо, и излитане оборудване в края на линията. Линията може да включва маркиращо устройство или a устройство за тестване. Важно изискване е екструдатът да се охлади доста бързо близо до матрицата, като същевременно запазва контрола върху размерите и свойствата.
В процесите са включени различни техники за контролиране на размерите/размерите, които са или свободно изтеглени стопи (обикновено за тръби с малък диаметър) или характеристики за оразмеряване. Общата цена на производството на тръбата може да включва разходи за материали до 80%. Целта е винаги, за да получите по-строг контрол на толеранса, за да намалите консумацията на материал. Използват се калибриращи дискове за размери и/или дебелина с различен дизайн.
Комбинация от свойствата на стопилката, скорост скоростта на линията, вътрешното въздушно налягане и скоростта на охлаждане влияят върху размер на тръбата. Коефициентът на изтегляне на стопилката от матрицата във водното охлаждане коритото е пряко свързано с крайния размер на тръбата. Зависи от пластмаси, които се обработват, съотношението варира от 4/1 до 10/1. Използване на ниски коефициенти помага за минимизиране на напрежението от екструдиране, което може да доведе до проблеми, свързани с свиване и напукване под напрежение.
В зависимост от характеристиките на пластмаси, които се обработват, свиването може да настъпи в рамките на 24 часа след това напускане на производствената линия. Тръбата или тръбата също могат да бъдат подложени на отгряване и други последващи условия, които могат да повлияят на степента на свиване.
Има много различни начини тръба и тръба продукти, използвани при движение на течности, газове, твърди вещества и т.н. Те могат да бъдат оформени за осигуряване на декорации, безопасни опори и т.н.
Стъпки за намаляване на разходите за обработка на пластмаса тръбите включват:
1) Работете за минимизиране на външния диаметър (OD) и допустими отклонения на вътрешния диаметър (ID);
2) Подобрете качеството и свойствата на тръбата чрез изучаване на печалбите с използваните смесващи съставки и процедури за смесване;
3) Намалете времето за настройка чрез стартиране помощни средства и системи за автоматизация;
4) Разработване на икономии на електроенергия консумация чрез оптимизиране на екструдера; и
5) Използване на ефективни матрици, охладителни резервоари, тегличи и оборудване за излитане.
Контролът на допуските на тегличите е критични за минимизиране
OD и ID размери, особено по-малки размери на тръбите.
Много лека промяна в скоростта на теглича може драстично да повлияе на техните размери и отпадъци от пластмаси.
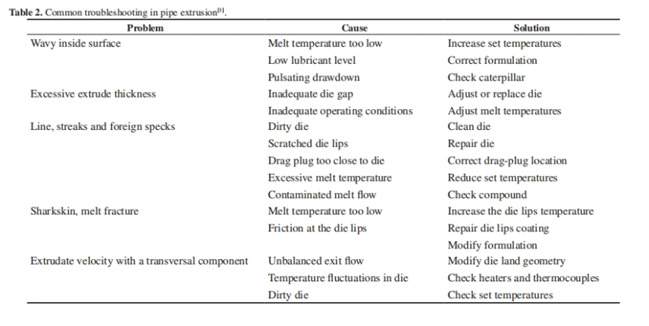
Таблицата по-долу показва най-често срещаните отстраняване на проблеми при екструдиране на тръби.
Горното се отнася за екструдирането на тръби напредък, надявайки се да ви предостави малко помощ. Ако е необходимо, заповядайте свържете се с нас.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност