 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Въведение в процеса на екструдиране на тръби, оборудване, качествени дефекти и др.
Ningbo Fangli Technology Co., Ltd.е апроизводител на механично оборудванес над 30 години опит воборудване за екструдиране на пластмасови тръби,нова защита на околната среда и оборудване с нови материали.От създаването си Fangli е разработен въз основа на изискванията на потребителите. Чрез непрекъснато усъвършенстване, независима научноизследователска и развойна дейност на основната технология и храносмилане и усвояване на напреднали технологии и други средства, ние разработихмеЛиния за екструдиране на PVC тръби,Линия за екструдиране на PP-R тръби, Линия за екструдиране на водоснабдяване от PE / газови тръби, който беше препоръчан от китайското министерство на строителството за замяна на вносни продукти. Спечелихме титлата „Първокласна марка в провинция Zhejiang“.
I. Поток на процеса
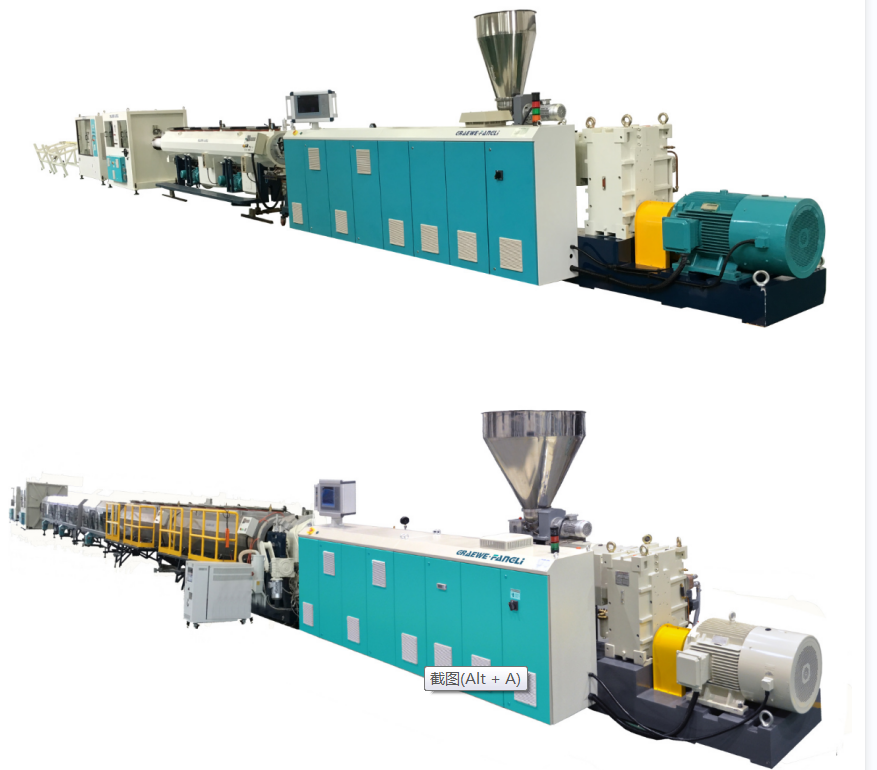
Понастоящем PVC и PO тръбите са най-обемните продукти както в страната, така и в чужбина.Фигура 1показва диаграмата на производствения процес за полиолефинови (PO) тръби. Пластмасата се подава в матрицата с пръстеновидна междина (2) от шнека като равномерно пластифицирана стопилка, екструдираща тръбна заготовка. Той незабавно влиза в калибриращия модул (3) за охлаждане и оразмеряване, след което се подлага на допълнително достатъчно охлаждане в охладителния резервоар (4). Тръбата се изтегля с постоянна скорост от регулируемияединица за изтегляне(6)и накрая се нарязва на определени дължини от ножа (7). Тънкостенни тръби с диаметър под 160 мм могат да се навиват на рула от машината за навиване (9).

Фигура 1 Схематична диаграма на потока на производствения процес на PO тръби
1---Екструдер; 2---Тръбна матрица; 3---Калибриращ ръкав;
4---Охлаждане за калибриране на вакуум; 5---Охлаждащ резервоар;
6---Изтеглящ блок; 7---Фреза;
8---Принтер; 9---Навивач
II. Процес и оборудване
За производство на PO тръби, aвисокоефективен едношнеков екструдертрябва да бъдат избрани. Захранващата зона използва цев с аксиални жлебове. Съотношението дължина на винта към диаметър (L/D) е 30–33:1. Шнековата структура е двустепенна конструкция с различна дълбочина и стъпка: стъпката в захранващата секция е по-малка от диаметъра на шнека, докато стъпката в секциите за топене и хомогенизиране е по-голяма от диаметъра на шнека. За да се подобри ефективността на смесване, някои винтове са оборудвани с допълнителни елементи на смесителната глава. Този тип едношнеков екструдер предлага относително висока производителност и добра пластификация. Например, едношнеков екструдер с диаметър на шнека 90 mm може да постигне производителност над 600 kg/h. Освен това, производството на PO тръби, пълни с калциев карбонат, бариев сулфат, дървесно брашно или стъклени влакна, обикновено използва съвместно въртящи се двушнекови екструдери.
Производството на PVC тръби е фундаментално подобно на производството на PO тръби. Често използвани са противоположно въртящи се конични илипаралелни двушнекови екструдери, което позволява директно екструдиране на суха смес на прах. Дебитът им варира от 10 kg/h за тръби с малък диаметър до 1100 kg/h за тръби с голям диаметър. Съотношението L/D на винта се е увеличило от предишните 18:1 на 25:1. Например, aдвушнеков екструдерс диаметър на винта 90 mm може да постигне производителност над 300 kg/h.
Както може да се види от Фигура 1, оборудването за екструдиране на тръби надолу по веригата се състои главно от резервоар за охлаждаща вода,единица за изтегляне, фреза, навивач, или дъмп маса.
Когато тръбата излезе от модула за калибриране и охлаждане, тя не е напълно охладена до стайна температура. Ако не се охлажда допълнително, температурният градиент, съществуващ в радиалната посока на стената на тръбата, може да доведе до повторно омекване на вече втвърдения външен слой поради повишаване на температурата, което води до деформация. От друга страна, тръбата трябва също да издържа на напрежения от оборудването за изтегляне, рязане и навиване. Следователно остатъчната топлина трябва да се отстрани, охлаждайки тръбата до стайна температура. Методите за охлаждане включват водна баня и охлаждане със спрей. В резервоара за охлаждане на водна баня нивото на водата трябва напълно да потопи тръбата. Резервоарът е разделен на няколко секции. Входът за охлаждаща вода е настроен в последната секция, което кара посоката на водния поток да е противоположна на посоката на екструдиране на тръбата, създавайки температурен градиент на охлаждане. Това води до по-плавно охлаждане на тръбата и по-ниско вътрешно напрежение. Разстоянието между резервоара за охлаждаща вода и модула за калибриране/охлаждане не трябва да надвишава една десета от общата дължина на охлаждане; в противен случай температурната разлика между външната стена на тръбата и охлаждащата вода може да се увеличи прекомерно. Въпреки че методът на водна баня е прост, температурните разлики между горния и долния воден слой в резервоара могат да причинят неравномерно охлаждане и огъване на тръбата. Освен това силите на плаваемост, действащи върху тръбата, могат лесно да причинят деформация, което прави този метод особено неподходящ за охлаждане на тръби с голям диаметър.
Функцията наустройство за изтегляне на тръбие да осигури определена скорост и сила на изтегляне към вече оразмерената и охладена тръба, преодолявайки силата на триене, генерирана от устройството за оразмеряване върху тръбата, като по този начин изтегля тръбата с постоянна скорост към навиващото устройство или разтоварващата маса. Устройството за изтегляне е една от ключовите части на оборудването надолу по веригата за производство на тръби и трябва да отговаря на следните изисквания.
(1)Theизтеглянескоростта трябва да може да се регулира безстепенно и плавно, като се гарантира постоянна скорост на изтегляне. Нестабилната скорост на изтегляне ще доведе до колебания в диаметъра на тръбата. Скоростта на изтегляне трябва да бъде тясно координирана със скоростта на екструдиране. Дебелината на стената на тръбата се регулира чрез регулиране на скоростта на изтегляне: по-бавната скорост на изтегляне води до по-дебели стени, по-бързата скорост води до по-тънки стени. Изборът на правилната скорост на изтегляне е ефективен метод за гарантиране на съответствие с размерите на продукта. Модерните конструкции могат да постигнат максимална скорост на изтегляне до 30 m/min.
(2)Константаизтеглянесилата трябва да се поддържа, без никакъв феномен на натискане и издърпване, в противен случай това може да причини повърхностни вълнообразни дефекти на тръбата. Необходима е и достатъчна сила на изтегляне. Необходимата сила на издърпване се увеличава с контактната площ и радиалното налягане при оразмеряване. За тръби с малък и среден диаметър силата на издърпване обикновено е 100–600 N; за тръби с голям диаметър обикновено е 800–10 000 N.
(3) Силата на затягане наединица за изтеглянезахващащото устройство трябва да е регулируемо и да може да захваща тръби с различни диаметри, без да причинява повреда или деформация на повърхността. Понастоящем широко се използват захващащи устройства тип гъсеница. Те се състоят от 2 до 12 писти, равномерно подредени около тръбата. Пътеките са вградени с определен брой гумени/пластмасови затягащи блокове, предимно вдлъбнати или под ъгъл, за да се увеличи площта, прилагаща радиален натиск върху тръбата. Регулирането на силата на затягане се постига чрез пневматични, хидравлични или механизми с водещ винт и гайка. Броят на пистите се увеличава с диаметъра на тръбата.
След като тръбата бъде изтеглена до определена дължина, тя трябва да бъде нарязана на необходимата дължина. Фрезите се предлагат в различни видове, избрани въз основа на диаметъра на тръбата и дебелината на стената, вида на материала, дължината на рязане, качеството на рязане, формата на рязане и т.н. Автоматичните фрези тип гилотина и циркулярните радиални триони са подходящи за рязане на тръби с малък и среден диаметър; планетарните автоматични фрези са подходящи за тръби с голям диаметър. При получаване на командата за рязане ножът захваща тръбата със скоба и се движи в посока на изтегляне на тръбата, докато завършва действието на рязане. След рязане пневматичен механизъм го връща обратно в позиция за нулиране.
Маса за навиване и разтоварване. Само тръби, които не се деформират по време на огъване, се навиват на рулони с помощта на машина за навиване, с автоматично рязане и разтоварване. Линейната скорост на навиване е синхронизирана със скоростта на екструдиране и може да се регулира безстепенно. Когато скоростта на екструдиране е по-малка от 2 m/min, обикновено се използва навиваща машина с една станция; когато скоростта на екструдиране надвишава 2 m/min, трябва да се използва двустанционна или дори многостанционна машина за навиване.
III. Ключови фактори за контролиране на тръбни дефекти
Следвайки реда на потока на процеса на Фигура 1, основните свързани фактори за елиминиране на дефекти в качеството са изброени по-долу.
(1)Секция за хранене:Формулировка на суровината; форма и размер на суровините; метод на оцветяване; метод на сушене; смесване на повторно смилане/рециклиран материал; видове и дозировка на добавките; охлаждащ капацитет на гърлото на бункера.
(2)Екструдер: Диаметър на винта; съотношение L/D на винта; степен на компресия на винта; тип винтова структура; скорост на шнека; производителност на вентилация; контрол на температурата на винта; управление на отоплението и охлаждането на варела; температурни профили по екструдерните зони; въртящ момент на екструдера; консумация на енергия; адаптер; избор на температура и контрол за смяна на екрана; тип екранен пакет и спецификация.
(3)Умри:Пролука на матрицата; дължина на земята; тип структура на матрицата; форма на канала на потока; разпределение на стопилката; настройка и контрол на температурата; налягане на главата на матрицата; контрол на дебелината на стената.
(4) Калибриране и охлаждане:Метод на калибриране; размери на калибратора; вакуумна кутия ниво на вакуум или вътрешно налягане тръба за калибриране въздушно налягане и дължина; пломбиране на системата за калибриране; време за калибриране; дебит на охлаждащата вода; температура на охлаждащата вода; метод на охлаждане.
(5)Резервоар за охлаждаща вода:Метод на охлаждане; оформление на водопровода; дебит на охлаждащата вода; дължина на охладителния резервоар; температура на охлаждащата вода; ефективност на охлаждане на тръбите.
(6)Изтеглящ блок: Скорост на изтегляне и контрол; калибриране на силата на изтегляне; сила на затягане и управление; брой коловози и ефективна дължина; повърхностна твърдост и форма на затягащи блокове; контактна повърхност за изтегляне.
(7) Фреза: Тип фреза; профил на зъбите на триона и материал; механизъм за нулиране; събиране на стружки и обезпрашаване; контрол на шума; настройка на ограничителната система; затягащ механизъм; задвижваща система и мощност; автоматична система за рязане.
(8)Маса за навиване и разтоварване: Контрол на напрежението; система за управление на дължината; избор на станция за навиване; диаметър на намотката; индикация за действие на дъмп; линейна скорост на навиване.
(9) Допълнение:Условия за автоматизирано производство:Измерване на дебелината на стените; контрол на външния диаметър; измерване на теглото и производствена статистика; работно състояние на помпата за топене на зъбни колела; система за центриране на матрицата.
Ако имате нужда от повече информация,Ningbo Fangli Technology Co., Ltd.приветства ви да се свържете за подробно запитване, ние ще ви предоставим професионални технически насоки или предложения за закупуване на оборудване.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност