 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


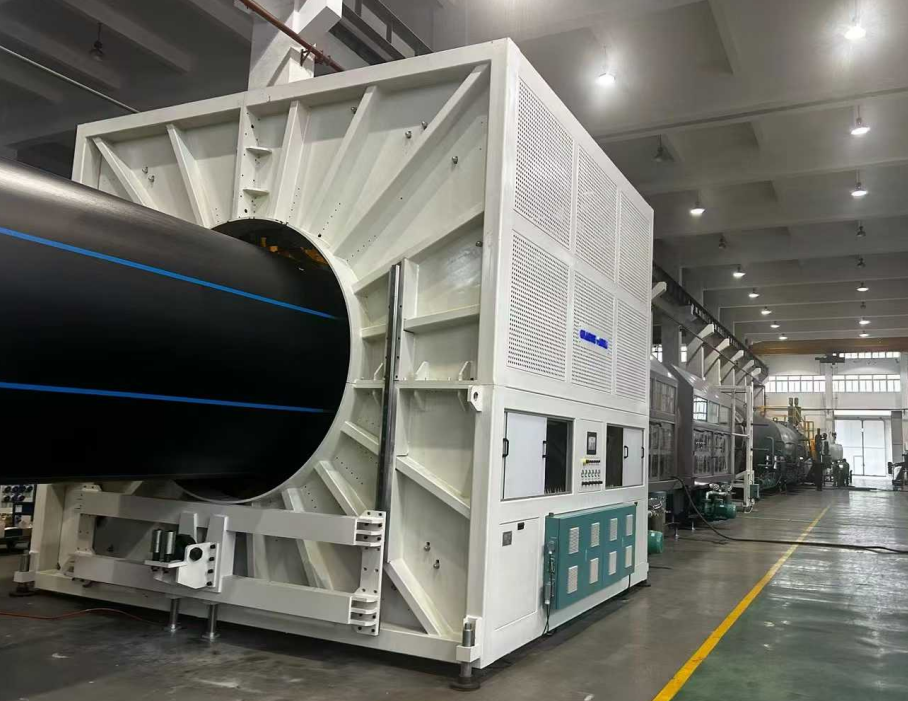
Ключови моменти за стартиращо оборудване и технология за производство на PE тръби с големи диаметри над 2000 mm
Ningbo Fangli Technology Co., Ltd.е апроизводител на механично оборудванес почти 30 години опит воборудване за екструдиране на пластмасови тръби, ново оборудване за защита на околната среда и нови материали. От създаването си Fangli е разработен въз основа на изискванията на потребителите. Чрез непрекъснато усъвършенстване, независима научноизследователска и развойна дейност на основната технология и храносмилане и усвояване на напреднали технологии и други средства, ние разработихмеЛиния за екструдиране на PVC тръби, Линия за екструдиране на PP-R тръби, Линия за екструдиране на водоснабдяване от PE / газови тръби, който беше препоръчан от китайското министерство на строителството за замяна на вносни продукти. Спечелихме титлата „Първокласна марка в провинция Zhejiang“.
Нарастващата урбанизация и нарастващото въздействие на изменението на климата означават, че снабдяването с прясна вода и пречистването на отпадъчните води стават все по-критични. Очаква се това търсене да продължи и да се засили. През годините ефективността на пластмасовите тръби в управлението на водите се подобри чрез оптимизиране на материалите, напредък в технологията на оборудването и производствените методи. Поради необходимостта от големи обеми за пренос на вода, изискването за по-големи диаметри на тръбите непрекъснато нараства.
PE тръбите имат множество успешни приложения и промоционални случаи в различни области като водоснабдяване и дренаж, газ, селско стопанство и ядрена енергия. Особено през последните години бяха направени множество пробиви в областта на PE тръбите с голям диаметър и дебели стени, предназначени за приложения в ядрената енергетика, позиционирайки индустрията начело.
Как трябва да се решат предизвикателствата при производството на тръби с голям диаметър? Какви са технологиите на оборудването и процесите, включени в производството на тръби с голям диаметър? Какви са бъдещите тенденции и предизвикателства при дизайна на тръбите с голям диаметър? Днес представяме „Ключови точки за оборудване за стартиране и производствена технология на PE тръби с диаметър 2 метра и повече“.
I. Конфигуриране на оборудването и отстраняване на грешки
1. ЕкструдерИзбор и параметри
1.1. Използвайте висок въртящ моментедношнеков екструдерсъс съотношение дължина към диаметър ≥ 40:1 и диаметър на шнека от 120 мм, за да се осигури равномерно разтопено пластифициране и висока ефективност. Трябва да се постигне висока производителност, като същевременно се гарантира равномерно пластифициране на материала и екструдиране на стопилка при ниска температура.
1.2. Конфигурирайте PLC система за управление от международна марка, като прецизността на контрола на температурата трябва да бъде в рамките на ±0,5°C, за да избегнете промени в дебелината на стената на тръбата, причинени от колебания в температурата на стопилката.
2. Матрица и система за калибриране
2.1. Матрицата трябва да има спирална структура (кована легирана стомана + хромирано покритие), със зонирано електрическо нагряване в сърцевината за прецизно регулиране на температурата. Матриците с голям обем, дълги спирални структури са оборудвани с оптимизиран брой спирални канали за поток и въздушно/масло охлаждащи структури за допълнително стабилизиране на температурата на стопилката.
2.2. Разстоянието междувтулка на калибратори главата на матрицата трябва да бъде регулирана така, че да бъде къса (обикновено ≤ 5 cm), а налягането на водата във вакуумния калибровъчен резервоар трябва да бъде балансирано, за да се намалят повърхностните вълни или жлебовете по тръбата.
2.3. Трябва да се конфигурира охладител/обменник на стопилка междуекструдери матрицата, способна значително да намали температурата на стопилка, да преодолее увисването на HDPE материала и да осигури еднаква дебелина на стената на тръбата.
II. Подготовка преди стартиране
1. Предварителна обработка на суровината
Използвайте специална смола PE100 или по-висок клас полиетилен с висока плътност (HDPE). Когато смесвате мастербач, изсушете го до съдържание на влага ≤ 0,01%, за да предотвратите мехурчета от стопилка или разграждане.
2. Предварително загряване и отстраняване на грешки на оборудването
2.1. Нагряването на главата на матрицата трябва да се извършва на етапи: за първоначално стартиране, предварително загряване за 5-6 часа (при 220°C); когато сменяте матриците, загрейте предварително за 4-5 часа, за да осигурите равномерно нагряване на матрицата.
2.2. След инсталиране нагилза за вода за калибриране, използвайте щуп, за да регулирате нивото и празнината (грешка ≤ 0,2 mm), за да избегнете ексцентричност на тръбата или неравна дебелина на стената.
III. Контрол на параметрите на процеса
1. Температура и налягане
1.1. Задайте температурните зони наекструдерспоред индекса на течливост на стопилката на суровината: Зона 1: 160-170°C, Зона 2: 180-190°C, Зона на главата на матрицата: 200-210°C. Налягането на стопилката трябва да се стабилизира между 15-25 MPa.
1.2. Твърде високата температура в сърцевината на матрицата (> 220°C) ще доведе до грапава вътрешна стена; необходимо е прецизно управление чрез система за циркулация на топлопреносно масло.
2. Охлаждане иИзтегляне
2.1. Контролирайте температурата на водата в резервоара за вакуумно калибриране между 10-20°C. Използвайте поетапно охлаждане в резервоара за охлаждане със спрей (температурна разлика ≤ 10°C), за да предотвратите напукване от напрежение, причинено от внезапно охлаждане.
2.2. Синхронизирайтеизтеглянескорост със скоростта на екструзия (грешка ≤ 0,5%). Теглителната сила на изтеглянето на гъсеницата трябва да бъде ≥ 5 тона, за да се осигури равномерно разтягане на тръбата.
IV. Контрол на качеството и отстраняване на неизправности
1. Отстраняване на повърхностни дефекти
1.1. Грапава повърхност: Проверете за запушени водни канали или неравномерно водно налягане ввтулка за калибриране; почистете дюзите и регулирайте скоростта на потока, за да постигнете баланс.
1.2. Жлебове/вълни: Почистете примесите от ръба на матрицата; регулирайте отрицателното налягане в резервоара за вакуумно калибриране (-0,05 ~ -0,08 MPa); сменете екранния пакет, ако е необходимо.
2. Осигуряване на точност на размерите
Измервайте външния диаметър на тръбата (толеранс ±0,5%) и дебелината на стената (толеранс ±5%) на всеки 30 минути. Ако стойностите надвишават стандартите, регулирайте празнината на матрицата илиизтеглянескорост.
3. Решения за проблеми с неравномерна дебелина, увисване и овална форма
3.1. Проблем с неравномерна дебелина
B. Регулирайте разстоянието между
A. По време на монтажа на матрицата осигурете стриктна концентричност между ръба на матрицата и дорника. Затегнете болтовете стъпка по стъпка по посока на часовниковата стрелка, след което ги разхлабете с едно завъртане, за да избегнете ексцентричност, причинена от локално напрежение.
B. Регулирайте болтовете за регулиране на дебелината на стената около периферията на матрицата. След всяко регулиране маркирайте посоката върху външната повърхност на тръбата с химикал за бързо идентифициране на зоните на отклонение.
C. Редовно почиствайте отлаганията от изгорял материал в зоната от 0,5-1 cm вътре в ръба на матрицата, за да предотвратите намесата на примесите в потока на стопилката.
3.1.2 Оптимизиране на параметрите на процеса
B. Регулирайтеекструдерналягане на топене между 15-25 MPa. Синхронизирайтеизтеглянескорост със скоростта на екструдиране (грешка ≤ 0,5%), за да се избегнат периодични колебания, причиняващи промени в дебелината на стената.
B. Регулирайте разстоянието междувтулка за калибриранеи устната на матрицата до ≤ 5 cm. Балансирайте ъглите на дюзите и налягането на изхода на водата в резервоара за охлаждане на спрея, за да осигурите равномерно охлаждане.
3.1.3 Откриване и коригиране в реално време
A. Изрежете проби преди резервоара за охлаждаща вода. Използвайте многоточков метод за откриване (напр. 8-точков метод) с машина за пробиване на дупки и използвайте шублер, за да помогнете при регулирането на празнината на матрицата.
B. Интегрирайте лазерен измервателен уред за измерване на външния диаметър в реално време, като го свържете към автоматична система за обратна връзка, за да коригирате скоростта на изтегляне или отварянето на процепа на матрицата.
3.2. Проблем с увисване (увисване при топене).
3.2.1 Контрол на температурата и охлаждането
A. Намалете температурата на стопилката (10-15°C по-ниска от конвенционалните процеси). Използвайте система за циркулация на топлопреносно масло, за да стабилизирате температурата на сърцевината на матрицата при ≤ 220°C.
B. Приложете поетапен контрол на температурната разлика в резервоара за охлаждане на спрея (≤ 10°C). Увеличете отрицателното налягане в резервоара за вакуумно калибриране до -0,05 ~ -0,08 MPa, за да ускорите втвърдяването на стопилката.
3.2.2 Подобряване на оборудването и процесите
A. Използвайте спирална разпределителна матрица, за да оптимизирате дизайна на канала на потока, да подобрите поддръжката на стопилката и да избегнете локално свиване.
B. Регулирайтевтулка за калибрираненалягане на изпускане на водата (грешка ≤ 5%). Намалетеизтеглянескорост до под 50% от номиналната стойност, за да се удължи времето за охлаждане.
3.3. Проблем с овалността
3.3.1 Гравитационна компенсация и оптимизиране на калибрирането
A. Инсталирайте многоточкови коригиращи ролки (един комплект на всеки 2 метра). Използвайте хидравлично налягане, за да регулирате натиска на ролката и да балансирате силите върху тръбата.
B. Регулирайтевтулка за калибрираненалягане на изпускане на водата (грешка ≤ 5%). Координирайте с равномерно засмукване от резервоара за вакуумно калибриране, за да осигурите кръглост.
3.3.2 Настройка на параметрите на процеса
A. Приложете зонирано нагряване на дорника (грешка ±2°C), за да предотвратите неравномерното свиване на стопилката, причиняващо овалност.
B. Проверете и почистете замърсяванията отвтулка за калибриране, опорни плочи или уплътнителни пръстени, за да избегнете локално неравномерно съпротивление, причиняващо деформация.
Ако имате нужда от повече информация,Ningbo Fangli Technology Co., Ltd.приветства ви да се свържете за подробно запитване, ние ще ви предоставим професионални технически насоки или предложения за закупуване на оборудване.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност