 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Често ли се износва шнекът на екструдера? Ето ги основните причини!
Ningbo Fangli Technology Co., Ltd. е производител на механично оборудване с почти 30-годишен опитоборудване за екструдиране на пластмасови тръби, нова защита на околната среда и оборудване с нови материали. От създаването си Fangli е разработен въз основа на изискванията на потребителите. Чрез непрекъснато усъвършенстване, независима научноизследователска и развойна дейност на основната технология и храносмилане и усвояване на напреднали технологии и други средства, ние разработихмеЛиния за екструдиране на PVC тръби, Линия за екструдиране на PP-R тръби, Линия за екструдиране на водоснабдяване от PE / газови тръби, който беше препоръчан от китайското министерство на строителството за замяна на вносни продукти. Спечелихме титлата „Първокласна марка в провинция Zhejiang“.
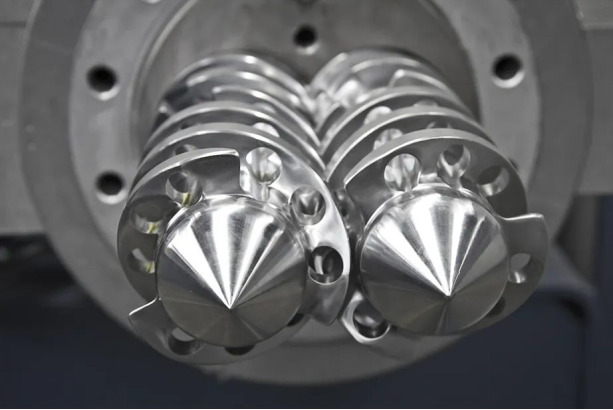
Шнеков екструдере основното оборудване за модификация на пластмасово формоване и смесване. В действителния производствен процес на модификация на смесване, винтът наекструдере в тежка среда с високо налягане и висока температура и понася огромно триене и сила на срязване.
Поради специалната работна среда,екструдервинтът не е обикновено триене на метал към метал, а метал към полимер, така че износването на повърхността на винта често е сериозно.
Износването на винта увеличава разстоянието между винта и цевта, което влияе на компресията и срязването на винта върху материала, като по този начин води до спад в качеството на продукта. От друга страна, честата подмяна на износени винтове не само увеличава разходите, но и забавя производствения план, което води до по-ниска ефективност на производството.
Винтът обикновено се бракува поради дълготрайно износване, а празнината между винта и цевта е твърде голяма, за да бъде екструдиран нормално. Има обаче и случаи, при които работното напрежение, причинено от неправилен дизайн или експлоатация, надхвърля границата на якост и се поврежда. Следното е кратко въведение в причините за износване на екструзионния винт:
1 Температура на обработка
Всеки вид пластмаса има идеален температурен диапазон за пластифициране. Температурата на обработка на варела трябва да се контролира, за да бъде близка до този температурен диапазон. Когато пластмасовите частици влязат в цевта от бункера, те първо ще достигнат до секцията за подаване, където неизбежно ще се получи сухо триене. Когато тези пластмаси не се нагряват достатъчно и топенето е неравномерно, лесно е да се оформи вътрешната стена на цевта и повърхността на винта, за да се увеличи износването.
По същия начин, в секцията за компресия и секцията за хомогенизиране, ако състоянието на топене на пластмасата е неподредено и неравномерно, износването също ще се ускори.

2 Скорост
Скоростта трябва да бъде правилно регулирана. Някои пластмаси се добавят с подсилващи агенти, като стъклени влакна, минерали или други пълнители. Силата на триене на тези вещества върху метални материали често е много по-голяма от тази на разтопената пластмаса.
Ако се използва висока скорост на въртене, е лесно да се разкъса армировъчното влакно, като същевременно се подобри пластичната сила на срязване. Разкъсаното влакно съдържа остри краища, което значително увеличава силата на износване. Когато неорганичните минерали се плъзгат по металната повърхност с висока скорост, техният остъргващ ефект не е малък. Следователно скоростта не трябва да бъде твърде висока.
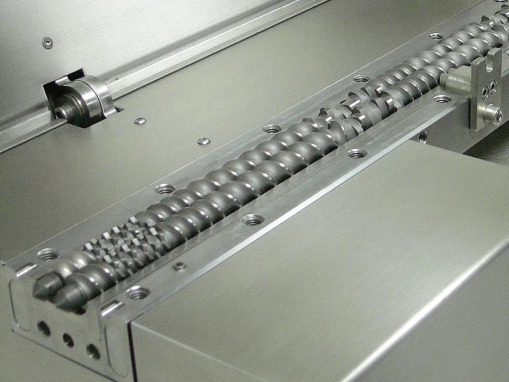
3 Хлабина между винта и цевта
The screw rotates in the barrel, and the friction between the material and the two causes the working surface of the screw and the barrel to gradually wear, the screw diameter gradually reduces, and the inner hole diameter of the barrel gradually increases. In this way, the fit diameter gap between the screw and the barrel increases slightly with the gradual wear of the two.
However, because the resistance of the head and the splitter plate in front of the barrel has not changed, the leakage flow of the extruded material is increased when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction is increased. As a result, the production of plastic machinery decreased. This phenomenon increases the residence time of materials in the barrel, causing material decomposition. In case of PVC, the hydrogen chloride gas generated from decomposition strengthens the corrosion of screw and barrel.

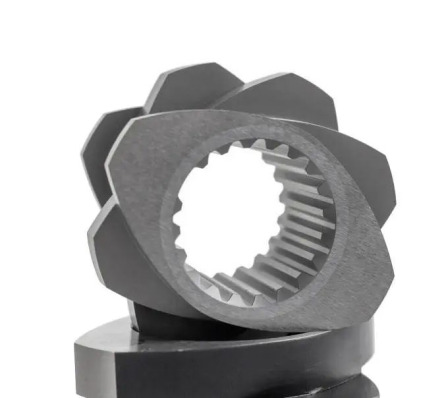
4 Неравномерно пластифициране на материали или метални чужди тела
Тъй като материалите не са пластифицирани равномерно или в материалите се смесват чужди метални частици, въртящият момент на винта внезапно се увеличава. Този въртящ момент надвишава границата на якост на винта, което води до счупване на винта. Това е нетрадиционна щета при инцидент.
Горепосочените са по-често срещаните причини за износване на винта и се надяваме, че чрез горното съдържание можем да разберем по-добре екструдиращия винт.
Намаляването на износването на винта и удължаването на експлоатационния живот на винта значително ще намали разходите за поддръжка на оборудването, ще гарантира качеството на продуктите и ще донесе по-големи икономически ползи за предприятията.
Ако имате нужда от повече информация, Ningbo Fangli Technology Co., Ltd. ви приветства да се свържете за подробно запитване, ние ще ви предоставим професионални технически насоки или предложения за доставка на оборудване.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност